
مراحل تولید ابزار جراحی از قالبسازی و فورج گرفته تا پولیش و پرداخت و پسیویشن را به تفصیل توضیح خواهیم داد. مطالب به صورت روزانه اضافه خواهد شد.
قبل از بحث در مورد نحوهی تولید ابزار جراحی بایستی اطلاعاتی راجع به انواع دسته بندی ابزار جراحی داشته باشیم:
دسته بندی ابزار جراحی:
-
از نظر نوع ابزار جراحی
-
Cutting and Dissecting
-
Grasping and Holding
-
Clamping and Occluding
-
Exposing and Retracting
-
Suturing and Stapling
-
Suctioning and Aspirating
-
Dilating and Probing
-
Measuring
-
از نظر نوع عمل جراحی
-
مغز و اعصاب
-
چشم
-
گوش و حلق و بینی
-
قلب و عروق
-
جنرال
-
ارتوپدی
-
زنان
-
اورولوژی و مردان
-
از نظر میزان آسیب
-
معمولی
-
میکرو
-
کم تهاجم (Minimal Invasive Surgery)
دسته بندی در کاتالوگ های ابزار جراحی
-
تشخیصی
-
آمادگی پوست
-
قیچی ها
-
پنست ها
-
پنس و هموستات ها
-
کلمپ ها
-
اکارتورها
-
پروب و سرساکشن ها
-
سوزنگیرها
-
تخصصی ها
-
ابزار و تجهیزات استریلیزاسیون
متریال و نحوه ساخت:
- طراحی و مواد:
برای اطلاع از مواد مورد استفاده به مقالات مرتبط در همین وبسایت مراجعه فرمایید:
-
عملیات فورجینگ

- ماشینکاری

- مونتاژ
-
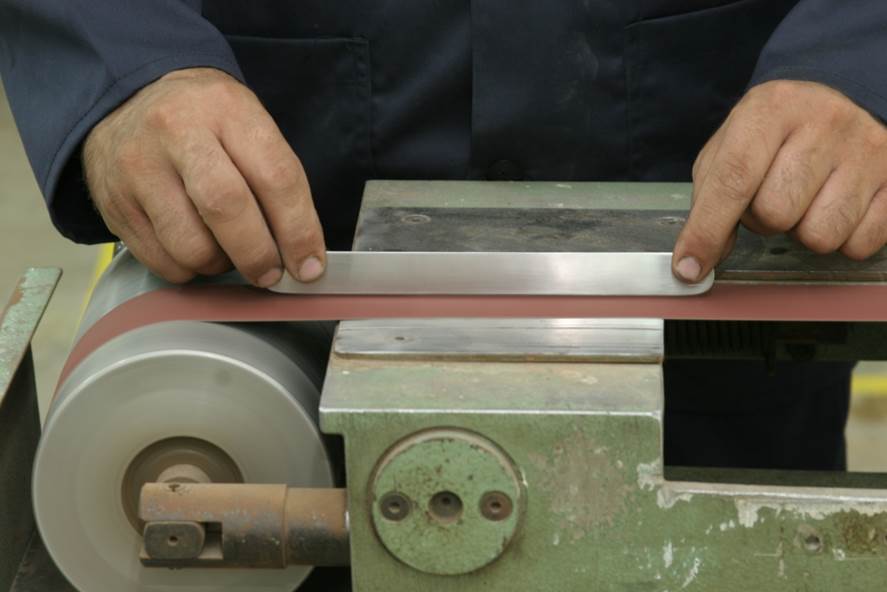
سمباده کاری
-
عملیات حرارتی:
مقدمه:
از آنجایی که طی مراحل تولید اتفاقات زیادی برای ابزار جراحی میافتد، تغییرات زیادی در ساختار آن ایجاد میشود.
این تغییرات در ترکیب شیمیایی نیست بلکه در ساختار فیزیکی اتفاق میافتد. برای اینکه قابل فهمتر باشد مثالی میزنیم:
اگر بخواهیم مفتولی را بدون داشتن انبردست ببریم، چند مرتبه آن را خم و راست میکنیم، در نهایت به نتیجه میرسیم. از نظر علم متالورژی، فلز خسته میشود. خستگی باعث تغییر ساختار فیزیکی مفتول شده است و این اتفاق فقط با عملیات حرارتی قابل اصلاح است.
اتمهای فلز در طی مراحل مختلف تولید، از جای خود جابجا میشوند. این جابجایی باعث تغییر رفتار فلز میشود.
به غیر مورد بالا، گاهی نیازمند هستیم که رفتار فلز را در مناطق خاصی تغییر دهیم، مثلا میخواهیم فک سوزنگیر سختتر باشد. حتی اگر در طی پروسه تولید اندکی سختی اضافه شود ولی نیازمند مقدار بیشتری سختی هستیم. این میزان سختی با روشهای مختلفی از جمله عملیات حرارتی قابل دستیابی است.
جزییات عملیات حرارتی:
- آنیلینگ (بازگردان ساختار فلز به حالت نرمال):
بسته به ساختار فولاد استفاده شده، ابتدا طي مدت 30 دقيقه دماي كوره را به 800 درجه سانتيگراد ميرسانند ، سپس به مدت 20 دقيقه در همين دما كوره را نگه داشته و بعد از آن ظرف مدت 15 دقيقه دماي كوره را به 1090-1020 درجه سانتيگراد ميرسانند و سپس 20 دقيقه در همين دما نگه ميدارند و در آخر کوره را خاموش کرده و اجازه میدهند که ابزارها در محيط كوره خنك ميشوند.
- سختکاری:
در ابزارهای مانند چاقوها، پیچگوشتی، انبردست، کاتر، سوزنگیر و امثالهم با تغییرات درجه حرارت و سرد کردن سریع، سطح قسمت مورد نظر را سخت میکنند.
معمولا روش های استانداردی برای این کار وجود دارد، ولی بسیاری از شرکت های تولید کننده روش های منحصر به فرد خود را دارند.

-
عملیات الکترو پولیش
-
عملیات پرداخت نهائی
-
ساتن فینیش
-
سند بلاست
-
عملیات پسیویشن
پسیویشن در لغت به معنای منفعل یا غیرفعال است. در علم متالورژی به عملیاتی گفته میشود که سطح فولاد را نسیت به محیط غیرفعال میکنند. برای این منظور بایستی آهن موجود در سطح را تخلیه کرد. این کار به کمک ترکیبات اسید نیتریک در غلظت کم انجام میشود. محلولهای تجاری زیادی هم بر پایه اسیدنیتریک ساخته شده است.
پس از تخلیه آهن، اتمهای کروم به سمت سطح کار وارد و روی سطح اکسید کروم ایجاد میشود و به این ترتیب ارتباط فلز با محیط قطع و مانع از خوردگی میشود.
ضخامت این لایه بین 30 تا 50 میکرون است و به مرور زمان ضخیمتر میگردد. به همین دلیل است که ابزار های قدیمی در برابر خوردگی و زنگ زدن، مقاومتر هستند.
-
مارک زنی
